Trays
INZEA® offers biodegradable and compostable solutions for food contact trays for take away and cooked product packaging. Thermoformed trays, film-coated cellulose trays, paper-like and laminated trays can now be managed together with organic waste.
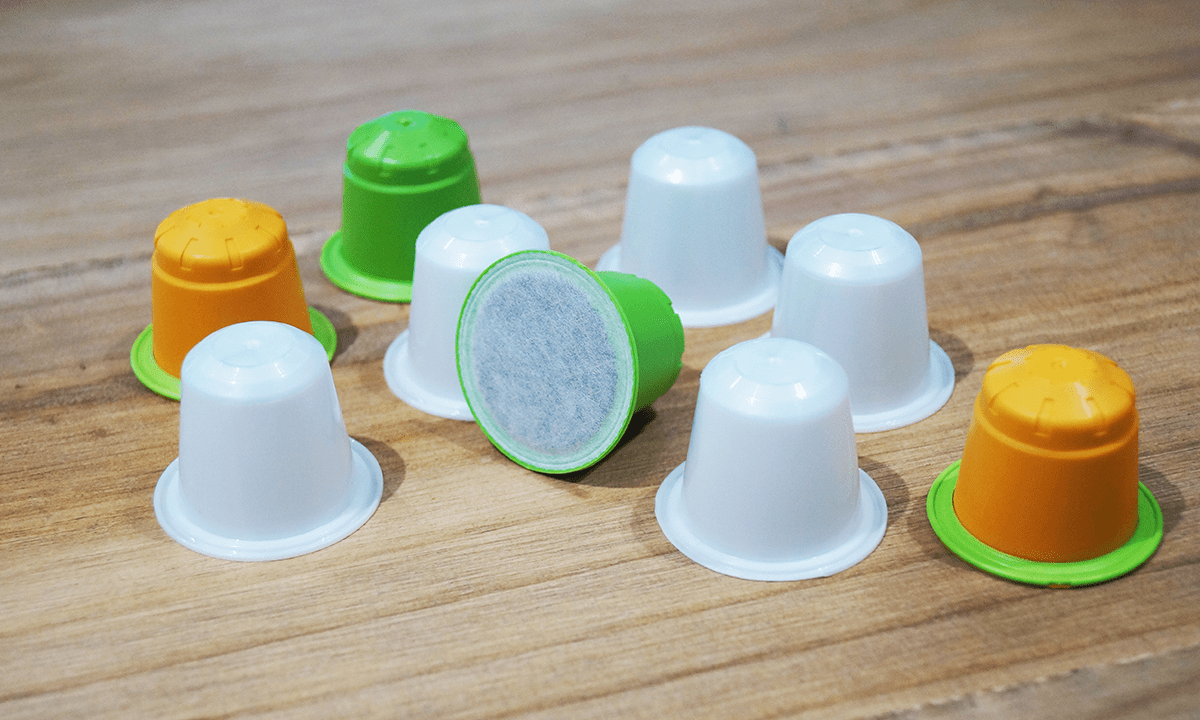
Coffee capsules
INZEA ® has grades suitable for the manufacture of coffee capsules that meet the required mechanical, thermal resistance and barrier requirements.

Stand-up pouches
Soluciones INZEA para stand up pouches y envases alimentarios biodegradables y compostables, alternativa sostenible a envases multimateriales no reciclables.

Flexible packaging for liquids
INZEA® offers biodegradable and compostable solutions for flexible packaging of liquids such as milk pouches and sauces.

Flow pack
INZEA® flow packs offer biodegradable and compostable solutions specifically for fresh food packaging.

Bottles
INZEA® has suitable grades for the production of compostable bottles by both injection and extrusion blow moulding, without varying the manufacturing parameters.

Freezer bags
Frozen bags made of INZEA® compostable biopolymers maintain, after 124 days at -30°C, the same modulus and tear strength.

Food Market
INZEA® offers a wide range of compostable biopolymers for food packaging that can be processed on conventional blown film extrusion and flat sheet extrusion lines.